
技术文章
Technical articles 热门搜索:
P760/01_2760nm单模垂直腔面发射激光器
RFLDM-RF射频激光二极管驱动(控制/电源)
IR抛光硫化锌(ZnS)多光谱(透明)窗片 0.37-13.5um 25.4X3.0mm(晶体/棱镜
2x4 QPSK C波段相干混频器(信号解调/锁相放大器等)
截止波长1300nm 高掺杂EDF掺铒光纤
Frequad-W-CW DUV 单频连续激光器 213nm 10mW Frequad-W
GD5210Y-2-2-TO46905nm 硅雪崩光电二极管 400-1100nm
SNA-4-FC-UPC日本精工法兰FC/UPC(连接器/光纤束/光缆)
WISTSense Point 紧凑型高精度光纤传感器解调仪(信号解调/锁相放大器等)
CO2激光光谱分析仪
超高功率光束质量分析仪
350-2000nm 1倍红外观察镜
1030nm超短脉冲种子激光器PS-PSL-1030
干涉型单模微纳光纤传感器 1270-2000nm
高能激光光谱光束组合的光栅 (色散匀化片)
S+C+L波段 160nm可调谐带通滤波器
热门搜索:
P760/01_2760nm单模垂直腔面发射激光器
RFLDM-RF射频激光二极管驱动(控制/电源)
IR抛光硫化锌(ZnS)多光谱(透明)窗片 0.37-13.5um 25.4X3.0mm(晶体/棱镜
2x4 QPSK C波段相干混频器(信号解调/锁相放大器等)
截止波长1300nm 高掺杂EDF掺铒光纤
Frequad-W-CW DUV 单频连续激光器 213nm 10mW Frequad-W
GD5210Y-2-2-TO46905nm 硅雪崩光电二极管 400-1100nm
SNA-4-FC-UPC日本精工法兰FC/UPC(连接器/光纤束/光缆)
WISTSense Point 紧凑型高精度光纤传感器解调仪(信号解调/锁相放大器等)
CO2激光光谱分析仪
超高功率光束质量分析仪
350-2000nm 1倍红外观察镜
1030nm超短脉冲种子激光器PS-PSL-1030
干涉型单模微纳光纤传感器 1270-2000nm
高能激光光谱光束组合的光栅 (色散匀化片)
S+C+L波段 160nm可调谐带通滤波器
 更新时间:2025-11-26
更新时间:2025-11-26 点击次数:749
点击次数:749
一、研究背景
单晶金刚石因其高硬度、高导热性和低热膨胀系数等特性,在紫外(~225 nm)到太赫兹(THz)频率,甚至微波区域(~8000 μm),具有低群速度色散和高透过率,广泛应用于航空航天、生物医学、集成光子学器件 、精密光学元件组 、微机电系统等领域。金刚石表面微纳结构的高效率、高精度制备,成为制约金刚石功能器件商业应用的关键问题。
超快激光因其超高的峰值功率,可以精准控制材料的光能吸收,具有加工精度高、热效应小、环境要求低等优势,是加工金刚石微结构的理想工具。采用常规激光加工技术,可以在一定程度上加工出特定形状的微结构,但都无法实现快速高效制备,无法满足工业化的要求。超快激光并行加工通过光场调控将单光束激光分成多光束,同时聚焦于材料表面或内部完成加工过程,优化精度的同时可大幅提高加工效率。
二、创新工作
中国科学院上海光学精密机械研究所赵全忠研究员课题组利用空间光调制器(SLM)对飞秒激光光束进行5×5阵列分光,实现了圆柱、球形、金字塔、圆锥等三维阵列结构的高精度、高效率加工。
单晶金刚石多焦点阵列超快激光并行加工实验装置如图1所示。飞秒激光器发出的线偏振激光脉冲,经SLM相位调制后被整形成5×5的阵列光束,然后通过4f系统和显微物镜聚焦于样品表面用于加工。

图1 超快激光多焦点并行加工实验装置示意图
与3D打印技术相反,飞秒激光通过逐层刻蚀完成对单晶金刚石表面的三维雕刻。实验采用不同分层间距加工出的单体球状结构如图2所示,随着分层间距的减小,分层结构逐渐退化,当分层间距达到0.25 μm时,金刚石表面呈现出较的球状形状[图2(c)],其粗糙度低于0.16 μm。
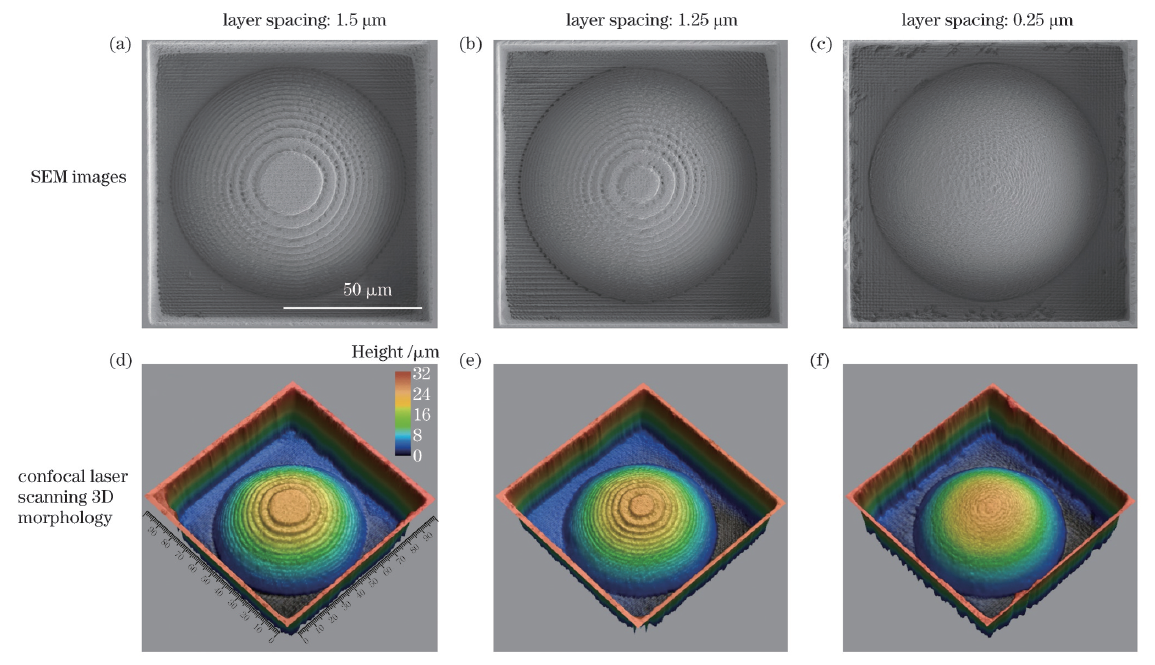
图2 不同分层间距加工的金刚石球状微结构SEM图及激光共聚焦扫描三维图
采用SLM整形的5×5多焦点光束阵列并行加工单晶金刚石,加工的阵列结构包括圆柱、球状、金字塔和圆锥,加工后的样品俯视和斜视图如图3所示,加工出的单体尺寸在100 μm×100 μm左右,其中圆柱、金字塔和圆锥的深度尺寸为100 μm,球状结构的深度为25 μm。从图中可以看出,尽管锥度是激光加工过程中不可避免的问题,然而该实验采用的多焦点激光并行加工出结构中,单个圆柱顶部和底部的直径差均保持在2 μm以内。
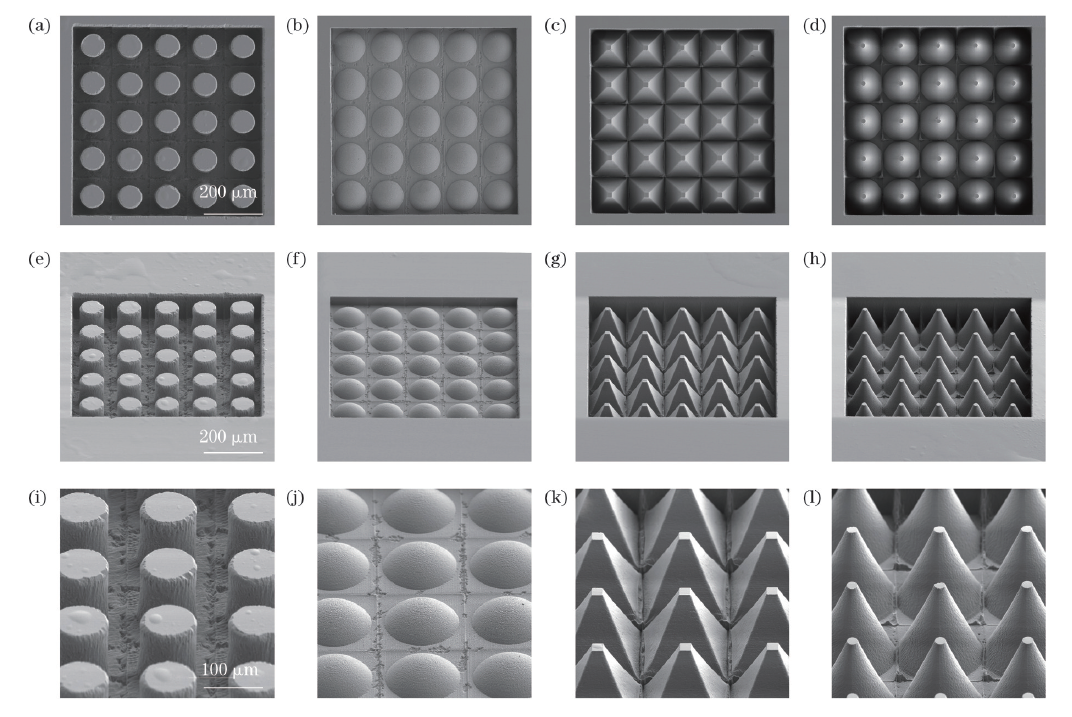
图3 多焦点光束在金刚石表面加工不同结构阵列的SEM图。(a)(e)(i)圆柱阵列;(b)(f)(j)球状阵列;(c)(g)(k)金字塔形阵列;(d)(h)(l)圆锥阵列;(a)~(d)俯视图;(e)~(h)50°斜视图;(i)~(l)50°斜视局部放大图
图4为单晶金刚石超快激光加工前后的拉曼光谱,加工后的拉曼光谱图中石墨G带没有明显的变化,这表明超快激光加工并没有改变单晶金刚石本身物性,这对刻蚀结构的使用寿命和性能具有重要意义。
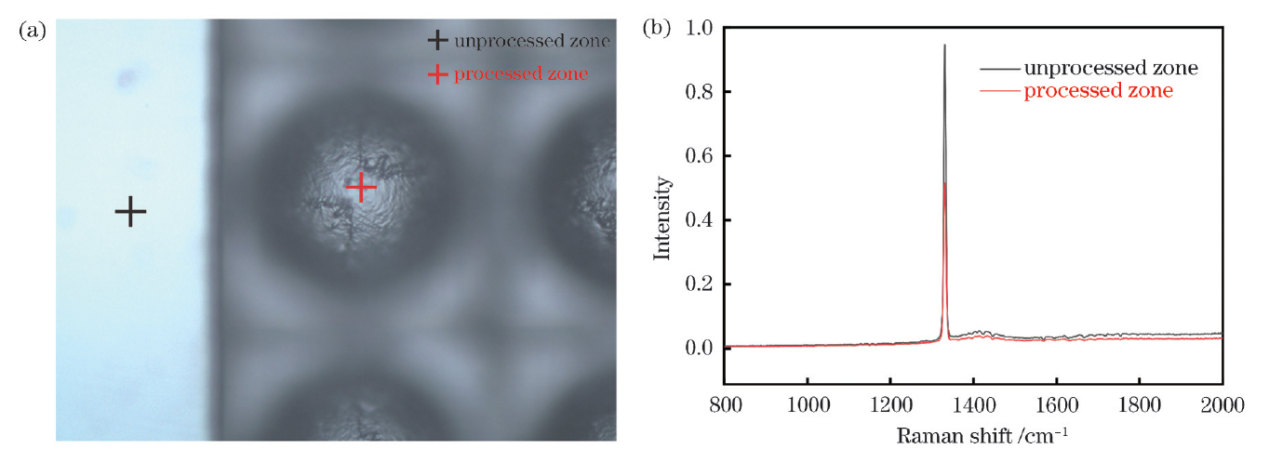
图4 金刚石样品不同区域的拉曼光谱分析。(a)拉曼光谱分析区域;(b)加工及未加工区域的拉曼光谱对比
三、总结与展望
本文采用5×5超快激光多焦点并行加工方法在金刚石表面成功制备出了圆柱、半球、金字塔和圆锥等周期性微结构。加工的单个结构宽度为5~100 μm,深度为10~100 μm,表面粗糙度保持在0.16 μm以下。后续超快激光并行加工单晶金刚石的工作主要聚焦于两个方向:(1)缩小单体三维结构的特征尺寸;(2)进一步降低三维结构的表面粗糙度。
参考文献: 中国光学期刊网
您好,可以免费咨询技术客服[Daisy]
筱晓(上海)光子技术有限公司
欢迎大家给我们留言,私信我们会详细解答,分享产品链接给您。
免责声明:
资讯内容来源于互联网,不代表本网站及新媒体平台赞同其观点和对其真实性负责。如对文、图等版权问题存在异议的,请联系我们将协调给予删除处理。行业资讯仅供参考,不存在竞争的经济利益。
 当前位置:
当前位置:
