
技术文章
Technical articles 热门搜索:
P760/01_2760nm单模垂直腔面发射激光器
RFLDM-RF射频激光二极管驱动(控制/电源)
IR抛光硫化锌(ZnS)多光谱(透明)窗片 0.37-13.5um 25.4X3.0mm(晶体/棱镜
2x4 QPSK C波段相干混频器(信号解调/锁相放大器等)
截止波长1300nm 高掺杂EDF掺铒光纤
Frequad-W-CW DUV 单频连续激光器 213nm 10mW Frequad-W
GD5210Y-2-2-TO46905nm 硅雪崩光电二极管 400-1100nm
SNA-4-FC-UPC日本精工法兰FC/UPC(连接器/光纤束/光缆)
WISTSense Point 紧凑型高精度光纤传感器解调仪(信号解调/锁相放大器等)
CO2激光光谱分析仪
超高功率光束质量分析仪
350-2000nm 1倍红外观察镜
1030nm超短脉冲种子激光器PS-PSL-1030
干涉型单模微纳光纤传感器 1270-2000nm
高能激光光谱光束组合的光栅 (色散匀化片)
S+C+L波段 160nm可调谐带通滤波器
热门搜索:
P760/01_2760nm单模垂直腔面发射激光器
RFLDM-RF射频激光二极管驱动(控制/电源)
IR抛光硫化锌(ZnS)多光谱(透明)窗片 0.37-13.5um 25.4X3.0mm(晶体/棱镜
2x4 QPSK C波段相干混频器(信号解调/锁相放大器等)
截止波长1300nm 高掺杂EDF掺铒光纤
Frequad-W-CW DUV 单频连续激光器 213nm 10mW Frequad-W
GD5210Y-2-2-TO46905nm 硅雪崩光电二极管 400-1100nm
SNA-4-FC-UPC日本精工法兰FC/UPC(连接器/光纤束/光缆)
WISTSense Point 紧凑型高精度光纤传感器解调仪(信号解调/锁相放大器等)
CO2激光光谱分析仪
超高功率光束质量分析仪
350-2000nm 1倍红外观察镜
1030nm超短脉冲种子激光器PS-PSL-1030
干涉型单模微纳光纤传感器 1270-2000nm
高能激光光谱光束组合的光栅 (色散匀化片)
S+C+L波段 160nm可调谐带通滤波器
 更新时间:2025-12-25
更新时间:2025-12-25 点击次数:603
点击次数:603
封面展示了水导激光技术加工航空发动机部件的场景。水导激光加工技术具有优异的航空材料加工适应性,在精密制造领域中展现出广阔的发展前景。绿色激光与水射流通过水导系统精准作用于机械部件,直观呈现了“水-光协同"的核心原理,即水射流引导激光实现无热损伤、高精度的加工效果,契合了当前绿色制造的产业趋势。
一 研究背景
激光因其能实现微纳尺度内的高能定向传输,已成为精密制造领域的核心技术手段,其中添加了水辅助的水复合激光加工技术极大地提高了激光加工的质量。但因焦深范围有限,激光加工效率偏低,一定程度上制约了其在工业规模化生产中的应用。
水导激光作为一种高效的加工技术,借助高速水射流在激光脉冲间隙将加工区域冷却至水温,可有效减少多脉冲导致的局部热积聚与热膨胀,显著提升加工质量;同时,基于全反射效应,光束能在水射流中高效传播,大幅提高加工效率。
上海大学戴晔教授课题组系统综述了水下激光加工、水射流辅助激光加工和水导激光加工三种水复合激光加工技术的原理、设备组成及应用进展。研究表明,水导激光技术凭借其独特的水射流引导机制,在航空航天、微电子等领域的精密加工中展现出突出优势。文章详细分析了稳定水射流形成的影响因素,探讨了气体辅助、激光耦合等关键技术挑战,并对未来发展方向提出了展望,为精密制造领域提供了重要的理论参考和技术指导。
二 水复合加工技术原理
三种水复合激光加工技术:水下激光加工技术、水射流辅助激光加工技术与水导激光加工技术,其核心虽然都是通过水抑制激光加工过程中产生的热效应,但它们的技术原理有所不同,如图1 所示。
水下激光加工技术以其装置结构简单而具有显著优势,并且能兼容多种激光光源(如飞秒激光与CO2激光),表现出广泛的适用性。然而,当样品置于静止水体中时,该技术对加工区域的冷却效率以及对熔渣的冲刷效果较为有限,这可能会影响加工精度与材料的表面质量。
水射流辅助激光加工技术通过引入高压水射流,显著提高了加工区域的冷却效率以及对熔渣的清除能力。然而,实验结果表明,该技术在加工效率和表面质量方面仍然存在局限性。
水导激光加工技术通过将激光束耦合至水射流中进行传输,显著提高了加工效率和加工质量。然而,该技术的大规模应用与发展仍面临挑战,主要挑战是高昂的设备成本以及复杂的系统集成要求。
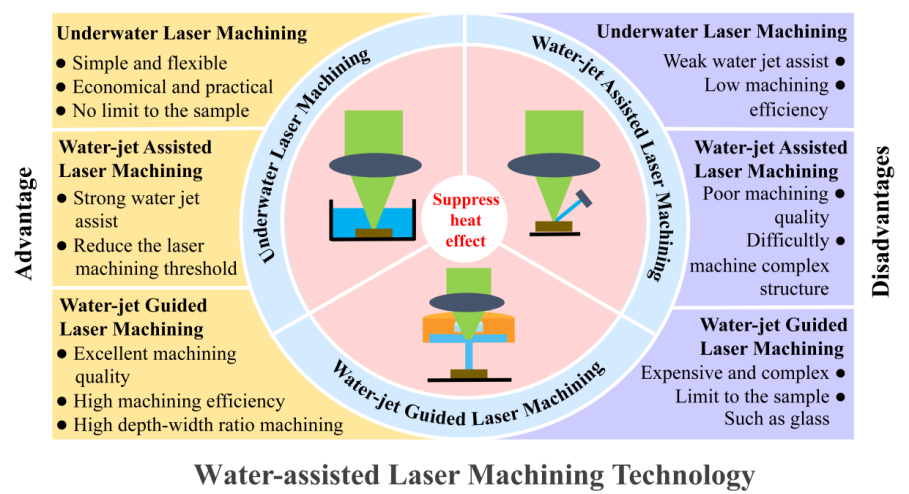
图1 水复合激光加工技术
三 水复合激光加工关联技术
在水复合激光加工技术中,水下激光加工技术是实现的在激光加工过程中用水进行冷却的技术,但由于静态水的冷却效果不佳,所以发展出了利用高速水射流进行辅助加工的技术,其中包括稳定高压水技术、激光耦合技术与气体辅助技术等。
而水导激光加工设备中具有许多复杂的工程问题。其中激光耦合器是整个水导激光耦合系统的关键组成部分,其结构如图2所示。高压水通过两侧的进水口进入激光耦合器,最后从水腔底部中心的喷嘴射出,形成水射流。激光在耦合到水射流的过程中,需要经过如图2(b)所示的三个不同的介质层:空气、光学窗口和水层。由物镜聚焦的激光经过两侧折射后最终以角度 θ3耦合到喷嘴的入口端面,然后在满足全反射的条件下,通过水射流形成的水束进行传输。
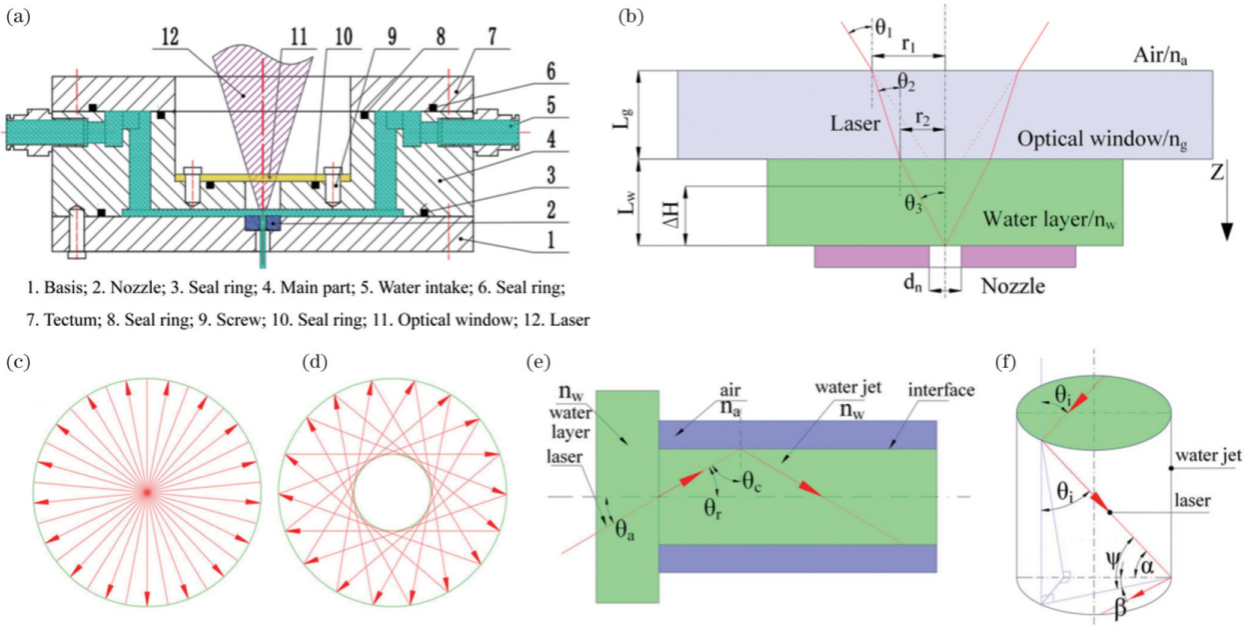
图2 水导激光耦合示意图
四 水复合加工技术的应用
4.1 水下激光加工技术应用
水下激光加工可显著改善通孔的侧壁质量,但形貌分析表明所得通孔仍存在特征锥度,这种几何缺陷主要源于激光焦点动态调控过程中的能量梯度效应,随着焦点深度h增加,激光能量密度呈指数衰减。
江苏大学的任乃飞教授等利用单脉冲能量为120 μJ的飞秒激光对厚度为1 mm的氧化铝陶瓷进行通孔加工。图3(a)和(b)分别展示了在空气与水下加工通孔的入口图、出口图与截面图。他们的研究发现了在水下加工时,当脉冲重复率大于 50 kHz 时,随着脉冲重复频率增加,产生的等离子体增多,受水约束的等离子体相应增加,等离子体的屏蔽效应增强,减弱了水辅助效果,从而导致孔截面锥度增大,孔质量相应下降。
南京农业大学的章永年教授等利用波长为532 nm、脉宽10 ps的激光对304不锈钢进行加工,通过水辅助的方法获得了高纵深比的通孔结构,如图3(c)所示。由图3(d)可以看出,随着激光能量增大,通孔的锥度减小。揭示了随着脉冲能量增加,激光在水中引起的等离子体密度增大,从而产生更*的冲击波,提高了材料的去除率。

图3 水下激光加工技术应用
4.2 水射流辅助激光加工技术应用
水射流辅助激光加工技术通过高压水射流与激光的协同作用,高速水射流产生的瞬时剪切应力可有效剥离激光软化层,使材料去除效率显著提升,并且由于水的冷却显著提升了微通道加工质量。
上海交通大学的沈洪教授等利用水射流辅助激光加工技术对镍基高温合金进行打孔研究。图4(a)与(b)分别显示了皮秒激光在空气和水射流辅助环境下,在不同的脉冲数下孔洞形貌演化的扫描电镜图像。可以发现,在低脉冲数下由于表面水层的存在,水射流辅助加工的效率明显低于在空气中的加工。但水射流辅助加工由于水射流的冲刷带走了熔融材料,孔洞周围没有出现明显的熔融材料堆积,相较于传统加工方法提升了加工质量。
江苏大学的朱浩教授等在水射流辅助皮秒激光加工镍基高温合金通孔的基础上,增加了电化学腐蚀作为后处理方式,又进一步提高了加工通孔质量,如图4(c-d)所示。

图4 水射流辅助激光加工技术应用
4.3 水导激光加工技术应用
水导激光加工技术因其独特的长工作距离特性和同轴高压水射流的持续冷却作用,在大尺度通孔加工领域展现出显著优势。该技术通过稳定的射流引导高能激光和高效的冷却机制,为实现无锥度(锥角<1°)的高质量通孔加工提供了一种具有工程可行性的解决方案。
宁波材料所的张文武教授等采用水导激光技术对Cf/SiC复合材料进行钻孔加工,系统研究了加工参数对微孔深度和质量的影响,并得到了平均直径为510 µm,深度4.1 mm,深径比为8.03的通孔。相较于传统加工方法其横截面没有明显的热影响区,侧壁锥度仅为0.72°,且内壁碳纤维没有发生变形与损坏如图5(a-h)所示。
哈尔滨工业大学的杨立军教授等使用水导激光在厚8.5 mm的TBC合金上实现了高质量的45°倾斜通孔制备,其深径比可达20,如图5(i-l)所示。斜孔在入口处没有明显的陶瓷破碎,在出口处没有明显的金属毛刺。内表面的热屏障涂层、黏结层和基底层之间无缝过渡,没有明显的缺陷或界面分层。证明了水导激光在复合材料加工领域的*能力。
本课题组也利用宁波飞纳激光技术有限公司研制的水导激光加工装备对3毫米厚的铌硅合金进行了加工,在20秒内可以得到直径1 mm、锥度仅为0.0016°的通孔,此外,我们还打出了纵横比达18的“SHU"字母标识异形通孔。

图5 水导激光加工技术应用
五 总结与展望
水复合激光加工技术是一种绿色环保的加工方法,随着技术的不断进步和市场的不断拓展,未来将迎来更加广阔的发展空间和机遇。它将与其他技术进行融合和创新,如与计算机辅助设计和计算机辅助制造技术相结合,实现更加自动化和智能化的加工过程。随着对水复合激光加工技术研究的深入和工艺的不断优化,其材料加工范围也将进一步拓展,适用于更多种类和更复杂形状的材料加工需求。
水复合激光加工技术作为一种复合加工技术,正在为制造业的绿色转型注入新的动力。随着技术的不断成熟与应用扩展,我们相信这一类技术能够在更多领域实现突破,推动相关制造装备的快速发展。
参考文献: 中国光学期刊网
您好,可以免费咨询技术客服[Daisy]
筱晓(上海)光子技术有限公司
欢迎大家给我们留言,私信我们会详细解答,分享产品链接给您。
免责声明:
资讯内容来源于互联网,不代表本网站及新媒体平台赞同其观点和对其真实性负责。如对文、图等版权问题存在异议的,请联系我们将协调给予删除处理。行业资讯仅供参考,不存在竞争的经济利益。
 当前位置:
当前位置:
